








































































Soane Britain’s collection of print fabrics is inspired by Lulu’s fascination with antique textiles. Working with experienced silk screen printers, Soane re-imagines traditional patterns and motifs for new fabrics and introduces original and unexpected colour palettes. The fabrics reveal all the subtleties of drawn artwork and hand printed colour, capturing some of the charm of Lulu’s antique finds.
The process typically starts with Lulu visiting the printing mill with a textile that has captured her interest – perhaps an old curtain or palampore – and ideas for how to work the pattern into a new design. Lulu collaborates closely with the printers, balancing the practicalities of screen printing (working to a fixed repeat screen size of 75-80cm), her thoughts on scale and colour, and Soane’s clients’ requirements for making up curtains and upholstery. Add the need for a design that also works for a standard width wallpaper (a number of Soane designs are also offered as a block printed wallpaper), and it can be quite a challenge!


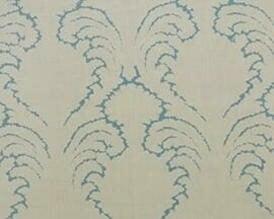
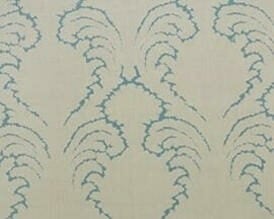
Lulu’s personal involvement results in unusual approaches to design and a bold use of colour. The printworks’ creative director remarks that, “Lulu has a very individual eye for things that others might not see, for example, the sun-damaged part of a curtain pelmet where colours had faded to leave an interesting outline inspired Pineapple Frond.” As to Lulu’s colour combinations, she confesses to finding some of them rather unusual, but that on seeing the results of trial runs she is regularly surprised to see they do in fact work!
Flat bed silk screen printing is a labour intensive process and one that requires concentrated levels of care and attention throughout. Briefly, the process involves:
Design

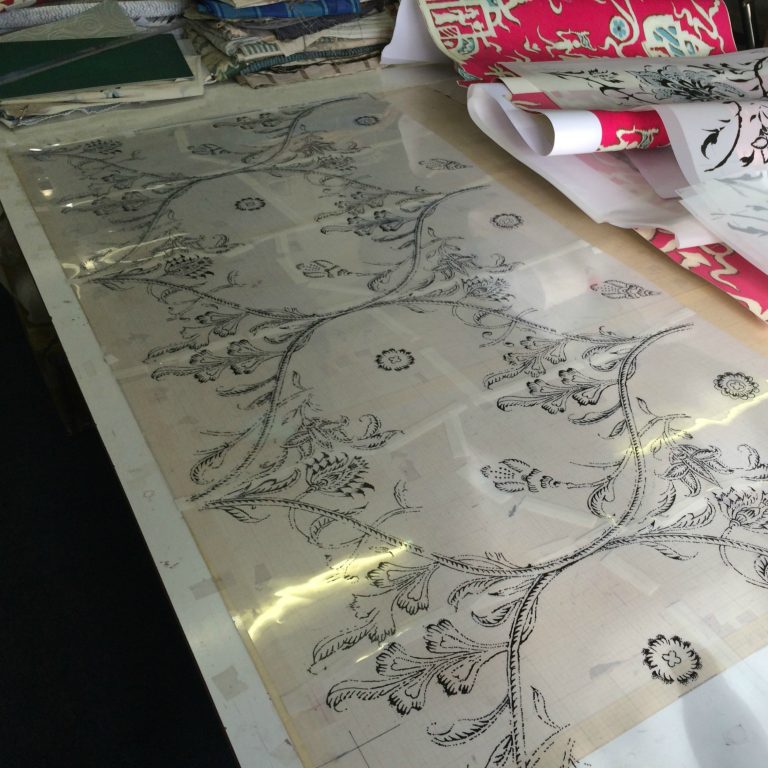

Once the repeating block design – a work of art in itself – is complete, each colour element of the pattern is hand drawn onto clear acetate sheets. There can be anything from 1 to 15 colours in a design, the complexity and cost of the production process increasing relative to the number used. The artwork must be exact, so that when overlaid, the acetate sheets create a perfectly aligned design.
Screen Making



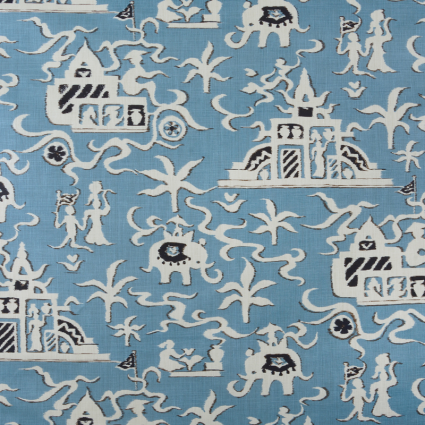
Screens are made using a photographic technique whereby the acetate sheets are used with light sensitive emulsion which, when exposed, effectively creates a stencil. Traditionally they were made of silk, but today an even finer synthetic material is used for a better finish. A screen is made to a human scale, dictated by the arm reach of two printers across the printing table. Occasionally, Lulu’s creative desire for a large repeat block has been accommodated by splitting the repeating block design and making two, rather than one, screen for each colour. For Dianthus Chintz, Lulu wished to increase the scale of an intricate 18thcentury sarong print without losing any of the delightful motifs within the pattern. The result was a need for ten screens for a five colour print.
Preparation



The Soane linen or silk base cloth is rolled out out on the printing tables, which can be up to 27m long. The cloth is held perfectly taut by meticulous pinning onto the felt padded tables – a single wrinkle would spoil a print run, while a raised pinhead could pierce the screen. Metal rails and stops along the edges of the table are set to ensure screens are placed accurately into position for each colour application. Meanwhile, in a colour splattered corner of the mill, pigments are mixed according to the logged recipe for each fabric design and colourway.
Printing
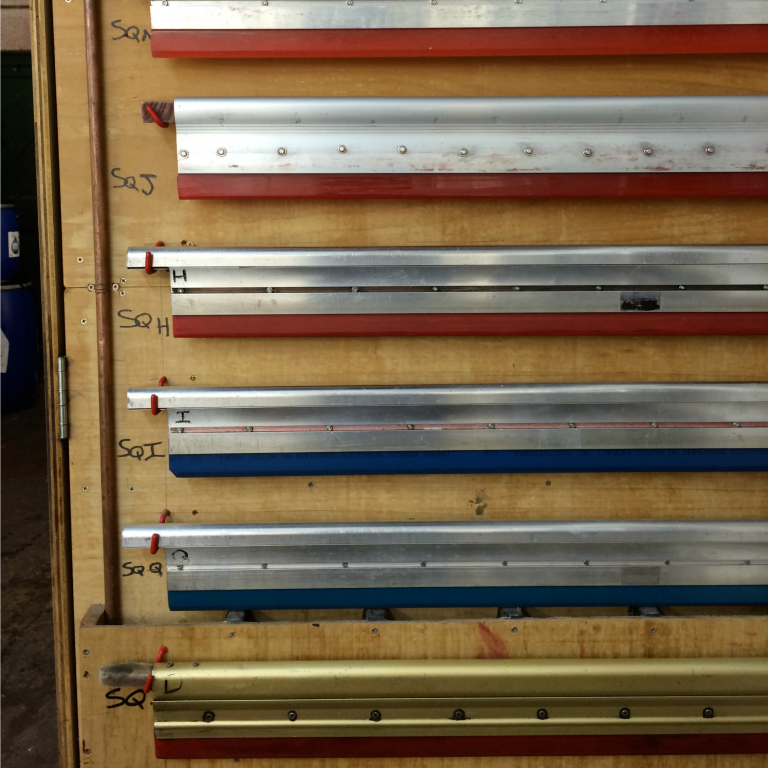




The two printers start at one end of the table, lifting the heavy metal framed screen loaded with pigment carefully into position. The first printer pushes the full width squeegee to the middle where it is transferred to the hands of the second man who pulls it towards his edge of the screen. The action is then repeated the other way. The movement must be smooth and even for a good colour application – a skillful execution by two craftsmen working in perfect unison. Alternate blocks are printed to avoid smudging at the edges and when one table run is complete, overhead heaters are turned on to dry the pigment before the next application. The drying time is 15-20minutes, but the benefit of working on long runs is that by the time the printers reach the end, the fabric at the start is dry. The process is repeated with further screens for each colour.
Final Steps



When each colour application is complete, the excess pigment is carefully removed and reserved for further use and the screen and squeegee power washed, heat dried and stored. The finished print fabric is put through a high temperature infrared ‘baker’ for 5 minutes to ‘cure’ the colours, before being rolled and packaged for delivery to Soane’s clients.


A visit to a traditional silk screen printing workshop instills a great appreciation of the craft, from the skillful production of exquisite artwork to the precise and methodical techniques employed the printing team. The first glimpse of a 27m run of fabric on a print table is breathtaking. Watching Tendril Vine‘s winding branches and curling fronds come to life with each application of colour is like seeing a magical forest growing before one’s eyes. Quite mesmerising.
If you would like to see a video of ‘The Making of A Soane Fabric – Tendril Vine’, please click here.
Top gallery images: Soane Britain’s Tendril Vine fabric in production on the printing table; Image of dining room with curtains in Tendril Vine by Soane Britain; Soane Britain’s Tendril Vine fabric being printed using the flat bed silk screen printing technique; Image of The Wardington Tray on a bed with Dianthus Chintz cover and curtains, all by Soane Britain.


